Desarrollo de una
prótesis de rodilla para amputaciones transfemorales usando herramientas
computacionales
Development of a knee
prosthesis for transfemoral amputations using computational tools
Fernando
Valencia-Aguirre1, Cosme Mejía-Echeverría2, Víctor Erazo-Arteaga3
1Ingeniería en Mecatrónica, Facultad
de Ingeniería en Ciencias Aplicadas, Universidad Técnica del Norte. Ibarra -
Ecuador. Email: fvvalencia@utn.edu.ec
Ingeniería en Mecatrónica, Facultad de Ingeniería en Ciencias
Aplicadas, Universidad Técnica del Norte. Ibarra - Ecuador
Email:
cdmejia@utn.edu.ec
Ingeniería en Mecatrónica, Facultad
de Ingeniería en Ciencias Aplicadas, Universidad Técnica del Norte. Ibarra -
Ecuador Email: vaerazo@utn.edu.ec
RESUMEN
El presente estudio se basa en el diseño de
una prótesis externa de una articulación mono-céntrica de rodilla a partir del
análisis de la marcha humana de un paciente previamente seleccionado. Se desarrolla
un modelo en 3D y posteriormente se realiza el análisis de esfuerzos y
desplazamientos usando un programa CAE basado en el método de los elementos
finitos. Seguidamente, se procede a la simulación del proceso de fabricación
del dispositivo, para optimizar la fabricación, para ello se usa un software
CAM. El uso de programas computacionales de diseño, permite tener una visión
completa para el desarrollo de la prótesis de rodilla. Considerando el tiempo
desde el inicio del proceso de diseño hasta la obtención del prototipo, se
evidencia que el 80% del tiempo fue destinado al proceso CAD/CAM/CAE y el resto
al proceso de fabricación y ensamble
PALABRAS
CLAVE: Prótesis de
rodilla, Amputación transfemoral, Método de elementos finitos, CAD / CAM / CAE.
ABSTRACT
The present investigation is based on the analysis of the
human walk, based on the movement of the knee joint to obtain the main
parameters, with this data is developed with a mono-centric joint with
reference to the characteristics of a patient, A This mechanism perform static
analysis by computer, to determine the safety factor, with these data are
processed to the simulation of the manufacture of such knee joint. A 3D knee
prosthesis is developed from design to manufacturing, this makes 80% of the
total time based on the design, analysis and simulation of manufacturing,
leaving only 20% to manufacture, And greatly reducing errors and production
times since these generate high costs.
KEYWORDS: Knee prosthesis, Transfemoral amputation,
Finite element method, CAD/CAM/CAE.
INTRODUCCIÓN
Un informe del Secretario General de las
Naciones Unidas revela que 426 millones de personas tienen discapacidad física en
los países de América Latina. [1]. Este informe indica que se tiene una gran
demanda de dispositivos médicos de todo tipo. El presente estudio está enfocado
en desarrollar una prótesis de tipo transfemoral. En Ecuador existen 400 000
personas que tienen algún tipo de discapacidad física [2].
Existen varios tipos de prótesis de los
cuales se centra en la prótesis definitiva, ya que se usa cuando el miembro
residual o muñón del paciente es estable para asegurar que la prótesis dure el
mayor tiempo posible. Estas prótesis no son permanentes debido a que cualquier
dispositivo mecánico se fatiga y debe remplazarse.
La rodilla es la articulación intermedia de
la extremidad inferior, una de las más grandes y complejas del cuerpo, por lo
cual es propensa a innumerables lesiones, y se convierte en un objeto de
estudio de muchos profesionales de la salud, y en particular de los
fisioterapeutas [3-7].
Actualmente, existen muchos tipos de
articulación de rodilla [23]. Una de ellas es la del tipo cerrojo o mono-céntrica.
Se puede decir que es la más simple por sus limitadas prestaciones, pero es
bastante segura durante el apoyo, también se debe mencionar el bajo costo y la
casi nula necesidad de mantenimiento por estas razones se usa en países
subdesarrollados y en vías de desarrollo [8].
METODOLOGÍA
La obtención de los principales parámetros
de la marcha normal humana se realiza con el apoyo de especialistas de la
Carrera de Terapia Física de la UTN y de la Fundación Prótesis Imbabura.
Adicionalmente, se considera investigaciones desarrolladas con anterioridad.
Estos resultados se usan para considerar las condiciones de contorno y
movimientos de la articulación; asociando a la antropometría y características
de un paciente adulto de 72,8 kg de peso y protetizado durante tres años.
Luego de realizar varias soluciones, se
plantea un modelo 3D de la articulación de rodilla. Seguidamente se selecciona
un material usado en prótesis y luego se hace un análisis estático haciendo uso
del método de los elementos finitos. Se determina el estado de esfuerzos y
desplazamientos (CAE) de varios modelos hasta obtener una articulación de
rodilla bastante aceptable [24]. Una vez realizado los ajustes al modelo 3D se
procede a realizar la manufactura asistida por computador (CAM). Se realiza una
simulación del proceso de fabricación de cada elemento de la articulación de
rodilla. Finalmente se realiza la fabricación del mecanismo usando una
impresión 3D con el equipo ProJet 360 y la fabricación con una fresadora ROMI
D800.
RESULTADOS
3.1
Biomecánica de la rodilla, principales movimientos
El movimiento de la rodilla ocurre en tres
planos, el principal de estos movimientos y sobresaliente es el denominado
flexo – extensión. Muchos músculos producen fuerza en la articulación de
rodilla, cada grupo muscular genera un movimiento específico, generando una
fuerza tan grande que sirva para representar la mayor parte de la fuerza
muscular que termina por generar movimiento en la rodilla. Por esta razón el
análisis biomecánico básico limita al movimiento en un plano y la fuerza que
produce un grupo muscular aislado e ir estimando la magnitud de las principales
fuerzas y momentos sobre la rodilla [9].
Este movimiento permite aproximarse o
alejarse en mayor o menor medida esto hace que se regule la distancia del
cuerpo respecto al suelo. La rodilla trabaja esencialmente en compresión bajo
la acción de la gravedad, posee un segundo grado de libertad, la rotación sobre
el eje longitudinal de la pierna que solo aparece cuando la rodilla se
encuentra flexionada. Desde un punto de vista mecánico la rodilla es un caso
sorprendente ya que debe poseer dos parámetros fundamentales el de tener una
gran estabilidad en extensión máxima. Cuando la articulación de rodilla se
encuentra en extensión máxima se producen esfuerzos importantes ya que el peso
del cuerpo se encuentra sobre la rodilla, y el otro parámetro importante es
adquirir una gran movilidad para la orientación óptima del pie en relación a
las irregularidades del terreno [10].
A continuación, se observa en la figura 1,
y figura 2 datos importantes en el presente estudio, y bastante útiles para el
análisis estático y poder realizar un diseño satisfactorio.
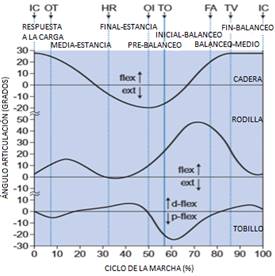
Figura 1. Ángulos en el
plano sagital [11].
3.2
Parámetros de la marcha humana
Tipo de caminata, Caminata 1; el usuario de
prótesis es capaz de usar para caminar sobre una superficie completamente plana
a un paso continuo. Grados de libertad en la articulación de rodilla; el primer
grado de libertad, está condicionado por el eje transversal XX`, este
movimiento es denominado como flexo-extensión y se genera entre la extensión
completa a la flexión completa de la rodilla que va de 0 grados a 140 grados
aproximadamente. El segundo grado de libertad es la rotación sobre el eje
longitudinal de la pierna que sólo aparece cuando la rodilla se encuentra
flexionada, este movimiento se denomina de abducción y aducción afectado por la
cantidad de flexión en la articulación, cuando la pierna se encuentra extendida
impide casi todo el movimiento en el plano frontal, la abducción y la aducción
pasiva aumenta con la flexión de rodilla hasta 30 grados [10].
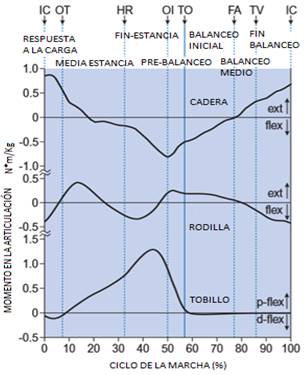
Figura 2. Momento
versus ciclo de la marcha [11].
La rodilla trabajo esencialmente bajo
compresión, ya que soporta todo el peso de la persona. Las actividades
cotidianas requieren un rango de movimiento desde la extensión completa hasta
el menor ángulo que es alrededor de 117 grados de flexión.
Observando la figura 1. se tiene el menor
ángulo de 0 grados y el mayor ángulo generado en el ciclo de la marcha de 46
grados, entre el 60% y 80% del ciclo de la marcha. Este análisis es realizado
al tipo de caminata 1.
Observando la figura 2 se tiene el mayor
momento generado en el ciclo de la marcha que es al inicio, 12,5%, 37,5%, y al
100% [11].
3.3 Selección del
material
Para la selección del material más adecuado
para el desarrollo de la articulación de rodilla se usa las tablas Ashby
obteniendo la figura 3, representando la resistencia versus la densidad.
Permite tener una visión completa del universo de materiales y seleccionar los
materiales más adecuados de nuestro alrededor, siendo los materiales más
destacados los mencionados en la tabla 1.
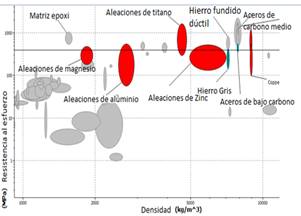
Figura 3. Resistencia a la tracción versus
densidad.
Tabla 1. Resultado de
figura 3.
|
Nombre
|
Resistencia mínima a la tensión MPa
|
Resistencia máxima a la tensión MPa
|
|
Aleaciones Al.
|
58
|
550
|
|
Aleaciones cobre
|
100
|
550
|
|
Aleaciones zinc
|
135
|
520
|
|
Fundición hierro gris
|
140
|
448
|
|
Aleaciones magnesio
|
185
|
475
|
|
Aleaciones titanio
|
300
|
1630
|
|
Aceros de bajo carbono
|
345
|
580
|
|
Aleaciones de níquel
|
345
|
1200
|
El material más idóneo para el desarrollo
de la simulación es el aluminio PRODAX 7075 por la relación resistencia –
densidad.
Para el diseño asistido por computador, se
basa en datos antropométricos de acuerdo a las características físicas del
paciente, todos estos datos son tomados de estudios antropométricos realizados
en el Ecuador [17 - 22].
·
Etnia: Mestizo [14]
·
Género: Masculino [14]
·
Estatura: 1,72 (metros) [15]
·
Altura de la rodilla incluido el pie: 0,52
(metros) [15]
·
Altura de la rodilla más altura del pie: 0,42 +
0,26 = 0,68 metros [15]
·
Peso: 72.84 (kilogramos) [16]
·
Masa entre la articulación de rodilla y el pie:
3,38 kg [16]
·
Las dimensiones para ser consideradas de acuerdo
al paciente mencionado anteriormente y recomendadas por el fabricante de
prótesis Streifeneder son las siguientes [12]
·
Altura de pie protésico: 80 mm
·
Altura de conector adaptador: 9 mm
·
Altura del adaptador para pilón: 14 mm
·
Altura de pilón: 201 mm
·
Altura de conector rotable: 9 mm
Tabla 2. Propiedades aluminio 7075-T6.
|
Material
|
Aluminio 7075-T6
|
|
Densidad
|
2810 (kg / m3)
|
|
Resistencia a la tracción última
|
572 MPa
|
|
Resistencia a la tracción, zona elástica
|
503 MPa
|
|
Elongación
|
14 %
|
|
Módulo de elasticidad
|
71,7 GPa
|
|
Relación de Poisson
|
0,33
|
|
Resistencia a la fatiga
|
159 MPa
|
|
Maquinabilidad
|
70%
|
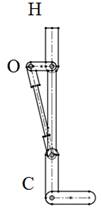
Análisis cinemático
Se representa un diagrama de cuerpo libre
como referencia para determinar la distancia del actuador y la fuerza de
reacción que viene dada por el actuador. Si se dice rotación pura posee un
punto centro de rotación que no tiene movimiento al marco de referencia y todos
los demás puntos del cuerpo describen arcos alrededor del centro. Para una
mejor comprensión se toma como referencia el diagrama de cuerpo libre de la
prótesis transfemoral de rodilla, esquematizando dicha articulación, (ver
figura 4 “a”, “b”, “c”) los cuales permiten determinar las trayectorias del
mecanismo, los ángulos, y desplazamiento del actuador.
Como se muestra en la figura 4 “c”, se
tienen los siguientes datos:
Siendo:
K= Ángulo
generado durante el ciclo de la marcha.
r1= 0,207 m,
longitud base de la articulación de rodilla.
r2= 0,050
m, longitud de parte móvil de la articulación de rodilla.
c=
desplazamiento del actuador
Prótesis transfemoral

b) Diagrama de Fuerzas
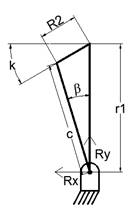
c) Ángulos y longitudes
Figura 4. Diagrama de cuerpo libre.
Entonces:


De esta forma se determina “c” dando la
longitud correcta que debe tener el actuador lineal de acuerdo al ángulo
generado durante el ciclo de marcha. Es necesario determinar el ángulo “β” para
el análisis de fuerzas siendo:

Usando los datos obtenidos en la figura 1 y
figura 2, se determina los ángulos generados durante el ciclo de la marcha, con
un intervalo de 2,5% en el ciclo de la marcha hasta completar el 100% que
representa un paso con un solo pie, obteniendo los momentos y el desplazamiento
de la articulación de rodilla, en la gráfica se representa el ángulo versus el
momento y se determina los puntos más relevantes para el análisis estático,
siendo los principales puntos cuando el mecanismo de articulación de rodilla se
encuentra en 0º - 2,5º - 8º -15º - 16º (ver figura 5).
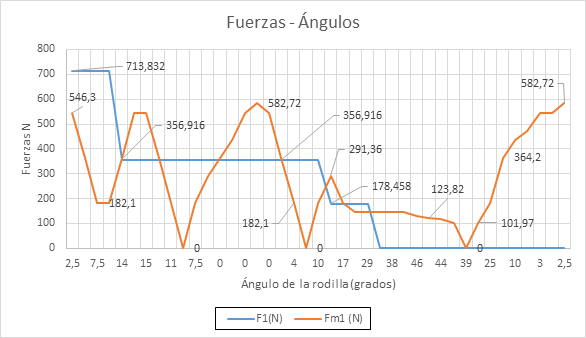
Figura 5. Fuerzas versus ángulos.
3.4 Análisis cuasi
estático
Se puede dividir en tres partes al ciclo de
la marcha, definido este por la carga, siendo la primera división con respuesta
a la carga, estancia media, pre-balanceo – balanceo, esta condición representa
la variación de la fuerza a la articulación de rodilla, dependiendo directamente
del ciclo de la marcha.
Siendo:
M1: Momento
dada por figura 1 y figura 2
Fm1: Es la
fuerza necesaria para generar dicho momento.
r2: 0.050 m
F1: Fuerza
ejercida por el peso de la persona.

Entonces:


Las componentes de las fuerzas dependen
directamente del ángulo del mecanismo de la articulación de rodilla.
Siendo:
K: ángulo
dado de la figura 1 y figura 2
Siendo δ:
Siendo de esta forma sus componentes tanto
en “x”, como en “y” de F1


Con respecto a la figura 4 “b” se realiza
la descomposición de fuerzas.
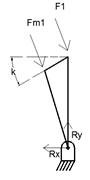
Figura 6. Componentes
de fuerzas articulación de rodilla.
Componentes de la Fm1.


Entonces:






Fa=Fuerza
del actuador.

3.5Desarrollo CAD
En la figura 8 se presenta el ensamble de
la articulación de la rodilla, la cual está conformado por la parte superior
definida como parte móvil, la base de la articulación de rodilla, y sus
pasadores.
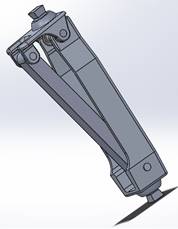
Figura
7. Articulación de rodilla
para prótesis externa transfemoral.
3.6 Factor de
seguridad
La articulación de rodilla en ensamble
tiene un factor de seguridad mínimo (ver figura 8):

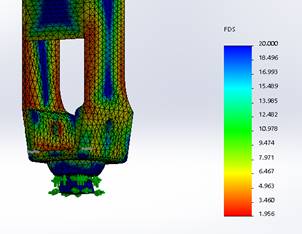
Figura 8. Factor de seguridad en articulación
de rodilla.
En la parte móvil se tiene un factor de
seguridad mínimo de 3 (ver figura 9):
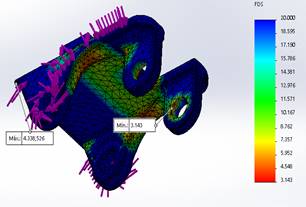
Figura 9. Factor de seguridad, parte móvil.
Se ha realizado un análisis en la zona que
tiene el factor de seguridad más bajo tomando como datos los puntos próximos a
la zona con más bajo factor de seguridad y sacando un promedio para eliminar
los concentradores de esfuerzos que son los picos que se debe despreciar para
obtener un dato más aproximado (ver figura 10).
El factor de seguridad en la parte base de
la articulación de rodilla es de 2, y se analiza la zona en la que se encuentra
el factor de seguridad mínimo, y analizando es esta zona se obtiene un promedio
los puntos alrededor de 2,8 (ver figura 11 y 12).
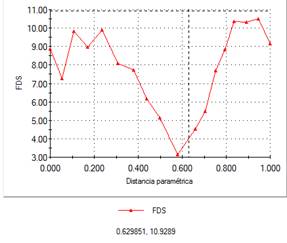
Figura 10. Parte
móvil, zona representativa.
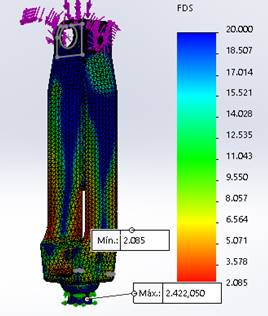
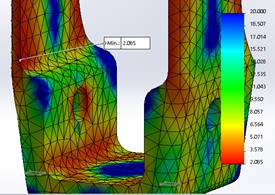
Figura 11. Factor de
seguridad, Base rodilla
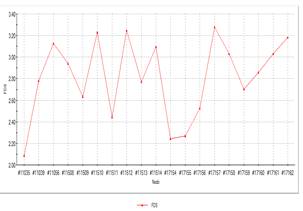
Figura 12. Base rodilla, zona representativa.
3.7 CAM
La utilización de software CAD - CAM ha
hecho que en la actualidad los procesos de manufactura mejoren la producción
del 45% al 70% de efectividad, tomando en cuenta el tiempo que se ocupa en la
fabricación de piezas y la calidad de la manufacturación por CNC. Pero antes se
selecciona las herramientas de acuerdo a la disponibilidad del laboratorio de
Mecanizado y Procesos de Manufactura de la Universidad Técnica del Norte
3.7.1
Selección de herramientas.
La selección de herramientas para el
mecanizado de la parte móvil, se obtiene del análisis del diseño CAD
previamente obtenido, se elige el material a mecanizar y se escoge un tipo de
herramienta, como en este caso se utiliza las fresas en aceros rápidos HSS
(High Speed Steel) según el catálogo (Vertex), que recomienda usar estas
herramientas por la resistencia que tiene al mecanizar a altas temperaturas y
con altas velocidades. (ver tabla 3) [13].
Tabla 3. Fresas para la parte móvil.
|
Tipo
|
Diámetro (mm)
|
Filos
|
Operaciones
|
|
Fresa frontal
|
16
|
4
|
Planeado, cajera,
contorno
|
|
Fresa frontal
|
8
|
4
|
Cajera interna
|
|
Fresa frontal
|
5
|
4
|
Cajera interna
|
|
Fresa punta
redonda
|
5
|
4
|
Perfil, HSM lineal
|
|
Fresa punta redonda
|
6,3
|
2
|
HSM espiral, HSM
lineal, perfil
|
Velocidad del husillo.
Velocidad de avance.

Arranque de viruta.
Cálculos para fresa de 16mm (ver tabla 4).
Tabla 4. Parámetros de herramientas de corte
inicial [9].
|
Factor de
seguridad:
|
80%
|
N [RPM]
|
Vf [
|
Q[ ] ]
|
|
Velocidad de corte
Vc:
|
100 m/min
|
1591
|
636,4
|
31,82
|
|
Avance por diente
fz:
|
0,1 mm
|
|
|
|
|
Profundidad de
corte ap:
|
50 mm
|
|
|
|
|
Longitud de pasa
del corte ae:
|
1 mm
|
|
|
|
|
Potencia kc:
|
104 N/mm^2
|
|
|
|
|
Diámetro D16:
|
16mm
|
|
|
|
|
Número de dientes
Zc:
|
4
|
|
|
|
Cálculos para fresa de 8mm (ver tabla 5).
Tabla 5. Parámetros de herramientas de corte
inicial [9].
|
Factor de
seguridad:
|
80%
|
N [RPM]
|
Vf [ ] ]
|
Q[]
|
|
Velocidad de corte
Vc:
|
50 m/min
|
1591
|
636,4
|
31,82
|
|
Avance por diente
fz:
|
0,1 mm
|
|
|
|
|
Profundidad de
corte ap:
|
25 mm
|
|
|
|
|
Longitud de pasa
del corte ae:
|
1 mm
|
|
|
|
|
Potencia kc:
|
104 N/mm^2
|
|
|
|
|
Diámetro D8:
|
8mm
|
|
|
|
|
Número de dientes
Zc:
|
4
|
|
|
|
Cálculos para fresa de 6mm (ver tabla 6).
Tabla
6. Parámetros de herramientas de corte inicial [9].
|
Factor de
seguridad:
|
80%
|
N [RPM]
|
Vf []
|
Q[]
|
|
Velocidad de corte
Vc:
|
50 m/min
|
2121
|
848.4
|
21.21
|
|
Avance por diente
fz:
|
0,1 mm
|
|
|
|
|
Profundidad de
corte ap:
|
25 mm
|
|
|
|
|
Longitud de pasa
del corte ae:
|
1 mm
|
|
|
|
|
Potencia kc:
|
104 N/mm^2
|
|
|
|
|
Diámetro D6:
|
6m
|
|
|
|
|
Número de dientes
Zc:
|
4
|
|
|
|
3.7.2
Parte móvil CAM.
Se
presenta los pasos más destacados para generar el proceso de fabricación por
CNC y el código “G” (Ver figura 13).
·
Fresa de 16 mm y para desbastar el material para
obtener el perfil de la parte móvil.
·
Broca de 5,5mm para las perforaciones y con una
fresa de 5mm, para taladrado y perforación.
·
Nuevo cero pieza para posición izquierda de la
pieza en donde se realiza un perfilado con una herramienta de 16mm.
·
Fresa de 6mm para perfilado, para dar forma a
los redondeos en la parte izquierda de la parte móvil.
·
Fresa de 5,5mm para perforación y una fresa de 5
mm para agrandar la perforación y llegar a la medida de 6,6mm.
·
La perforación se realiza mediante la
utilización de una broca de 10mm hasta la profundidad de 13mm y posteriormente
se utiliza una fresa de 8 mm para agrandar el diámetro hasta 16mm.
·
Fresa de 16mm con la operación de cajera interna
para eliminar material hasta la profundidad de 35 mm.
·
Por el espacio angosto de la parte móvil se
utiliza una fresa de 6mm para desbastar el material restante y culminar con la
fabricación de la pieza.
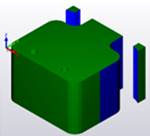
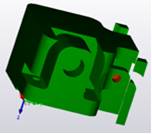
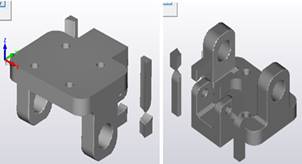
Figura 13. Simulación de la fabricación de la
parte móvil de la rodilla.
3.7.3
Acople Pirámide CAM.
Se presenta el
proceso de fabricación del acople de pirámide (ver figura 14).
Para el mecanizado de este tipo de figuras
se utiliza la operación HSM, donde el mecanizado es analizado por el software
CAM generando los códigos necesarios para esta figura. En esta figura se
muestra 4 perforación donde se utiliza una broca de 5.5mm y se realiza las
perforaciones con la operación de taladrado, y posteriormente se utiliza una
fresa de 5mm para aumentar el diámetro hasta 6,6mm. En esta figura se muestra
el mecanizado de los redondeados de la parte superior en forma de pirámide
donde se utiliza la operación de HSM en el cambio de los diferentes ceros
pieza.
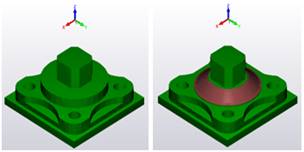
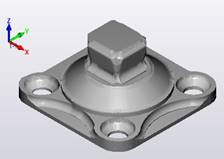
Figura 14. Acople de pirámide mecanizada.
3.7.4
CAM Base rodilla.
De la misma forma se realiza en proceso de
fabricación de la base de la prótesis de rodilla, que se menciona a
continuación (ver figura 15). El tocho es mecanizado con una fresa de 16mm con
la operación de perfil por la parte externa del material. La operación de
perfil se utiliza para un desbaste de material en la parte interna con una
fresa de 6mm. Con una fresa de 5 mm se mecaniza los redondeos de toda la base
de la articulación de rodilla. Como se muestra en la figura se realiza un
cambio de cero pieza para así poder realizar el taladrado y desbaste tipo
cajera. Nuevamente se cambia el cero pieza y se realiza la operación de perfil
extern. Con la operación de taladrado se realiza las perforaciones hasta la
profundidad de 60 mm, y con la operación de cajera se realiza en agrandamiento
de la perforación Fresa de 8mm para realizar la operación de cajera.
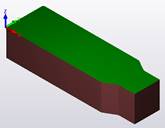
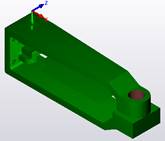
Figura 15. Simulación base articulación de
rodilla.
3.8 Conclusiones
Al integrar las tres ramas CAD – CAE – CAM,
permite tener una visión completa y desde ya se piensa en el proceso de
fabricación, para este caso el mecanizado por arranque de viruta usando equipo
del Laboratotio de CNC y Mecanizado de la Universidad Técnica del Norte. Al
desarrollar en forma paralela estos tres pasos se genera una retroalimentación,
esto quiere decir que se desarrolla el CAD se analiza estaticamente por el
método de elementos finitos, y se realiza la simulación del proceso de
fabricación, en caso de mejoras de cualquiera de estos pasos es mucho mas fácil
ya que los tres procesos se encuentran integrados reduciendo tiempo de
fabricación y disminuyendo errores.
Esta integración ayuda al desarrollo de una
prótesis de tipo transfemoral desarrollada completamente con equipo CNC, cabe
recalcar que la prótesis fabricada es para una persona que cumpla con los pesos
y estaturas dadas.
Antes de pasar al prototipo se realizo una
impresión en 3D de la articulación de rodilla, para verificar su
funcionamiento, los desplazamientos generados y poder fabricar la articulación
de rodilla y corregir cualquier error antes de llegar a la etapa de
fabricación. Se presenta a continuación la impresión en material Polvo Cerámico
realizado por la impresora 3D, PROJECT 360 la cual se muestra a continuación.

Figura 16. Impresión en 3D.
El diseño presentado tiene un factor mínimo
de seguridad de 2, para una masa a compresión de 72,84 Kg siendo la parte más
débil la zona marcada en rojo, se debe recalcar que se debe verificar este dato
ya que muchas veces el tamaño de la malla hace que sea difícil la convergencia
del elemento y se toma a estas partes como concentradores de esfuerzo.
La facilidad del proceso de mecanizado después
de haber integrado los tres procesos CAD/CAE/CAM, obteniendo como resultado las
partes principales de la prótesis de rodilla tipo mono céntrica como se observa
en la figura 17-19.

Figura 17. Acople pirámide.

Figura 18. Parte móvil.

Figura 19. Base prótesis.
La fabricación de las tres partes
constitutivas se la realiza en Grillon, al fabricar en este material permite
comprobar el funcionamiento de los movimientos como también comprobar que el
tiempo en la fabricación es menor, siendo el 20% del total del tiempo invertido
en el diseño y fabricación.
3.9 Recomendaciones
Realizar el mecanizado en varios materiales
como es en acero inoxidable 304, o en titanio, para realizar ensayos mecánicos
y hacer una comparación entre materiales para determinar el más apropiado
considerando la relación peso – resistencia.
Para nuestra investigación se consideró
herramientas HSS (hight speed machine), pero si se quiere mejorar el acabado,
el tiempo de mecanizado y optimizar recursos se debería considerar realizar el
análisis con mejores materiales como es el carburo de tugteno.
Los acoples de tipo pirámides son los
elementos que se desgastan con mayor frecuencia y dura aproximadamente 5 años
que delimita a la prótesis externa en este tiempo de vida útil, se podría
plantear realizar acoples de tipo pirámide para usarlos como repuesto.
3.10
Agradecimientos
El apoyo de la Carrera de Terápia Física de
la Universidad Técnica del Norte, es un apoyo fundamental para compreder y validar
los principales parámetros de la caminata humana y la mecánica del cuerpo
humano especificamente en la articulación de rodilla.
La fundación Prótesis Imbabura permitio el
acercamiento y análsis de varios pacientes protetizados para poder observar el
funcioanmiento de una prótesis de tipo transfemoral y tener una visión mucho
más clara y evitar el mayor número de errores como se observa en la figura 20.

Figura 20. Prueba de prótesis transfemoral
externa [17].
REFERENCIAS
[1] Alva, M. F. “Las personas con
discapacidad en América Latina: del reconocimiento jurídico a la desigualdad
real. Santiago de Chile: CEPAL Naciones Unidas”, 2011.
[2] CONADIS, “Plan Nacional para el
Buen Vivir 2013-2017”, Quito: República del Ecuador, Consejo Nacional de Planificción,
2013
[3] Claudia, P. M. “Biomecánica
clínica de la Rodilla”. Universidad del Rosario, Facultad de Rehabilitación y
Desarrollo Humano, Dec, 2008.
[4] Chien, H. “Development of dynamic
models of the Mauch prosthetic knee for prospective gait simulation”. Journal of Biomechanics, Sep. 2014.
[5] Espinoza, M. “Niveles de
amputación en extremidades inferiores. Repercusión en el futuro del paciente”.
Medicina física y rehabilitación. 2013.
[6] Houston, R. “Principles of
Biomechanics”. Taylor & Francis. 2009.
[7] L. Robert, W. “Engineering
Biomechanics”. 2016.
[8] Michael, Modern prosthetic knee
mechanism sonics, 1999.
[9] (Margareta Nordin, 2004)
[10] Kapandji, A. “Fisiología
articular. Paris: Médica Panamericana”. 2006.
[11] Whittle, M. “Gait Analysis. Siobhan
Campbell”. 2007.
[12] V. Streifeneder, V. S. Streifeneder. 2015. [En Línea]
Disponible en: www.streifeneder.com
[13] Vertex
[14] D. Lema. “Comparación estadística
de medidas antropométricas entre mestizos, indigenas, y afro-ecuatorianos de la
región sierra del Ecuador”. Quito. 2013.
[15] Houston, R. “Principles of
Biomechanics”. Taylor & Francis. 2009.
[16] M. Licata. “Tabla de peso ideal
en metros y kilogramos”. [En Línea] Disponible en: http://www.zonadiet.com/tablas/pesoideal.cgi
[17] F. Valencia, X. Lima, D. Ojeda y
D. Ortiz, “Prótesis de rodilla externa mecatrónica”, Biomecánica, vol. In
Press, 2017.
[18] D. Ortiz, D. Zurita, A. Proaño y D. Ojeda, “Knee
prosthesis controlled by electromyographic signal”, VI International Conference
on Coupled Problems in Science and Engineering (ECCOMAS), San Servolo, Italy,
2015.
[19] D. Ortiz, D. Zurita, A. Proaño y
D. Ojeda, “Articulación de rodilla para prótesis de pierna”, Avances en
Ingeniería Biomédica y Visión a Futuro (Congreso I+D+Ingeniería), Cuenca,
Ecuador, 2014.
[20] D. Ojeda, B. Gámez, Y. Azuaje y
L. Zambrano, “Articulación de rodilla para prótesis de pierna”, VI Congreso
Internacional de Métodos Numéricos, Morelia, México, 2013.
[21] M. Ciaccia, C. Muller-Karger, E. Casanova y T. S.
Antonio, “Determination of converge parameters for Monte Carlo experiments in the
simulation of the failure of bone tissue”, 2016 IEEE Ecuador Technical Chapters
Meeting (ETCM), Guayaquil, 2016.
[22] F. Cadena; J. Sanipatin; G. Verdezoto; H. Cervantes; D.
Ortiz; and D. Ojeda, “Acquisition and Conditioning of Electromyographic Signals
for Prosthetic Legs”, Asia-Pacific. 2015