INTRODUCCIÓN
Descripción del proceso
El proceso de Melt Spinning obtuvo gran
difusión para la producción de materiales amorfos desde los años ´80. Estos
materiales, obtenidos en forma de cintas de pequeños espesores poseen
capacidades magnéticas incrementadas [3; 4]. Utilizando aleaciones amorfas,
entre ellas las de Fe78B13Si9 (%at)
para núcleos de transformadores eléctricos se logra disminuir las pérdidas en
vacío hasta un 80 % [3; 5] en comparación con las de los núcleos construidos
con chapas de FeSi de grano orientado, utilizadas normalmente en estos
dispositivos.
El proceso de Melt Spinning consiste en la
conformación de una fina lámina de aleación metálica sobre una superficie
plana. En este proceso, un chorro (jet) de metal líquido es expulsado por
sobrepresión de un gas inerte a través de una boquilla para luego impactar
sobre la superficie de una rueda de cobre giratoria para, de esta manera,
formar una capa delgada de material fundido que solidifica rápidamente como una
cinta continua que luego es colectada y enrrollada. De acuerdo a la distancia
que existe entre la boquilla y la rueda giratoria (Gap), se determinan los
procesos de: Chill Block Melt Spinning (CBMS) y Planar Flow Casting (PFC)
[6]. En el CBMS, el jet de metal líquido es expulsado a través de una
boquilla con un Gap >1 mm. En el PFC, en cambio, el Gap es inferior a
1 mm.
Metodología para la obtención del producto
Partiendo de la aleación estipulada se genera
un lingote de aleación madre de Fe78B13Si9
(%at), obtenida a partir de ferroaleaciones comerciales [7]. Luego el lingote
es triturado en partículas de un tamaño medio de aproximadamente 5 mm, y estas se
introducen posteriormente en el interior de un tubo de cuarzo de 10 mm de
diámetro y 1,5 mm de espesor que funciona como crisol para el proceso de
obtención de la cinta. El tubo de cuarzo posee en su parte inferior una
boquilla de Nitruro de Boro con un orificio de Diámetro (Z) en su centro, por
donde luego de calentada, por encima de la temperatura de fusión, se eyecta la
aleación en estado líquido mediante una
sobrepresión controlada de gas inherte.
Parámetros del proceso productivo.
El crisol se posiciona con un Gap de 3mm
constante en la configuración tipo CBMS, y con una bobina de cobre
refrigerado por agua conectada a un horno de inducción se calienta la aleación
sobre el punto de fusión (~1300 °C). En estas condiciones, mediante la
aplicación de argón a sobrepresión (2±0.3 mbar) se expulsa el material fundido a través de la boquilla. La
velocidad de eyección alcanzada sobre la boquilla, permite la formación de una
fina cinta sobre la rueda giratoria. De esta manera, el material producido
posee estructura amorfa debido a la tasa de enfriamiento involucrada (~106
K/s) [1; 8] en el proceso. La velocidad periférica de la rueda de cobre está en el orden de los 20 m/s y el diámetro de la
boquilla es de Z= 0.7 mm.

(a)

(b)
(c)
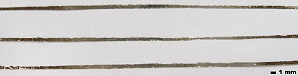
Figura 1. (a) Equipo para producción de Melt
Spinning. (b) Detalle del sistema crisol – rueda. (c) Cintas obtenidas: Ancho
1,4 mm - Espesor promedio 49 mm.
Determinación de la viscosidad en el
proceso.
Los parametros del modelo asumidos para
el material, analisis de velocidades, presiones y Numero de Biot en particular,
fueros estudiados y ya discutidos en trabajos precedentes [9; 5; 11]. En el
presente trabajo se hace incapié en la continuidad del modelo anteriormente
propuesto, con el agregado de cambio de fase siguiendo el trabajo de Sowjanya
et. al [12] que considera para valores de viscosidades mayores a 1014
kg m-1s-1 la aleación metálica completamente en estado
sólido.
La relación entre la viscosidad del metal en
función de la temperatura durante el cambio de fase se puede estimar según la ecuación
(1) de Vogel-Fulcher-Tammann de acuerdo a lo reportado por Wang [8].
 (1)
(1)
Estudiando entonces el cambio de la
temperatura en nuestro perfil de eyección, y considerando la dependencia
funcional de la viscosidad con la temperatura, se podrá obtener la región en la
que sucede el cambio de estado líquido a sólido. La Tabla 1 muestra la
dependencia entre la viscosidad y la temperatura según el modelo de Vogel-Fulcher-Tammann.
Tabla 1. Viscosidad en función
de la temperatura.
|
Temperatura
|
Viscosidad - µ
|
|
[°C]
|
[K]
|
kg/m s
|
|
1400
|
1673
|
1,69E-02
|
|
1350
|
1623
|
2,39E-02
|
|
1300
|
1573
|
3,53E-02
|
|
1250
|
1523
|
5,51E-02
|
|
1200
|
1473
|
9,22E-02
|
|
1150
|
1423
|
1,68E-01
|
|
1100
|
1373
|
3,41E-01
|
|
1050
|
1323
|
7,96E-01
|
|
1000
|
1273
|
2,24E+00
|
|
950
|
1223
|
8,14E+00
|
|
887
|
1160
|
7,07E+01
|
|
655
|
928
|
3,81E+14
|
Fuente. Vogel-Fulcher-Tammann
[8].
Obtención del modelo.
Se utiliza un modelo
de dos fases del tipo “Volume of Fluids” (VOF) incluido en el paquete
OpenFOAM®. A pesar de
que ninguno de los dos fluidos (metal fundido y aire) puede considerarse
compresible para las presiones de trabajo, se utiliza un método de resolución
de naturaleza compresible. Esto permite representar los cambios de densidad en
el aire por cambios de temperatura y definir un modelo termo-físico para la
aleación, lo que no sería posible en las aplicaciones para flujo incompresible
incluidas en el paquete OpenFOAM®.
Se considera una aleación de
conductividad térmica , calor específico
, calor específico y densidad
y densidad como parámetros ya asumidos en modelos anteriores. Dado que el interés de este trabajo está en el cambio de varios
órdenes de magnitud de la viscosidad frente a los cambios de temperatura, y a
que la variación en las demás propiedades no son considerados como definitorios
en el proceso de solidificación, entre las opciones de modelos viscosos que ofrece OpenFOAM®, se selecciona un modelo polinómico.
Se partió de un polinomio de grado 7 según la ecuación (2).
como parámetros ya asumidos en modelos anteriores. Dado que el interés de este trabajo está en el cambio de varios
órdenes de magnitud de la viscosidad frente a los cambios de temperatura, y a
que la variación en las demás propiedades no son considerados como definitorios
en el proceso de solidificación, entre las opciones de modelos viscosos que ofrece OpenFOAM®, se selecciona un modelo polinómico.
Se partió de un polinomio de grado 7 según la ecuación (2).
 (2)
(2)
Centrado en T = T* y
con raíz séptuple en ese punto, a fin de representar con una curva monótona un
salto abrupto de la viscosidad en el entorno de la temperatura de cambio de
fase. Utilizando rutinas OCTAVE se modificaron los valores del coeficiente  , la temperatura de referencia
, la temperatura de referencia  y la viscosidad de referencia
y la viscosidad de referencia  buscando un polinomio de grado 7 que ajustase los valores de la
Tabla 1 dentro del rango de temperaturas de 655°C a 1400°C. Los coeficientes
obtenidos se muestran en la Tabla 2.
buscando un polinomio de grado 7 que ajustase los valores de la
Tabla 1 dentro del rango de temperaturas de 655°C a 1400°C. Los coeficientes
obtenidos se muestran en la Tabla 2.
Tabla 2. Coeficientes
del polinomio obtenido. C0 refiere al término independiente y C7
al coeficiente de grado 7.
Fuente. Elaboración
propia
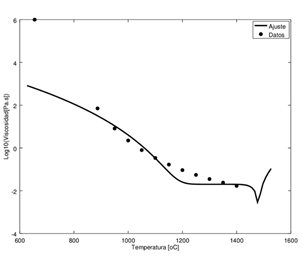
Figura 2. Polinomio
ajustado a los datos obtenidos a partir de la expresión Vogel-Fulcher-Tammann.
El polinomio obtenido en la Figura 2 muestra
concordancia con los valores de la Tabla 1 en el rango de 870°C a 1400°C. A
fines de la simulación numérica no se considera necesario alcanzar valores de
viscosidad de orden  kg m-1s-1 y se opta por considerar el material como sólido para viscosidades
cercanas a
kg m-1s-1 y se opta por considerar el material como sólido para viscosidades
cercanas a  kg m-1s-1 por lo que se desestima en la curva de
ajuste el valor de viscosidad correspondiente a 655ºC. Desestimando dicho punto
y evaluando el error de cada punto con el polinomio
obtenido se determinan los errores en normas
kg m-1s-1 por lo que se desestima en la curva de
ajuste el valor de viscosidad correspondiente a 655ºC. Desestimando dicho punto
y evaluando el error de cada punto con el polinomio
obtenido se determinan los errores en normas  ,
,  y
y  expuestos en la Figura 3.
expuestos en la Figura 3.
Los errores son similares en las 3 normas lo que
demuestra que no existen valores demasiado alejados de la curva. La Figura 3
muestra el perfil del error en cada zona. Puede verse que en el rango entre los
900ºC y 1000ºC se sobreestima la viscosidad mientras que en el rango de 1000ºC
a 1350ºC, ésta es subestimada.
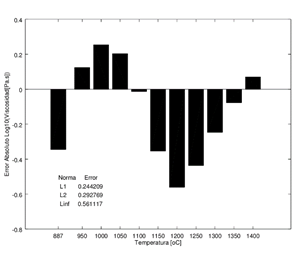
Figura 3. Errores
absolutos entre los logaritmos decimales de la viscosidad de la Tabla 1 y los
obtenidos con el polinomio propuesto evaluado en esas temperaturas. Se indican
además las normas L1, L2 y  del error.
del error.
Resultados de la simulación
Las Figuras 4 y 5 muestran el dominio en el
entorno del punto de eyección, contraído 5 veces (factor de escala 0.2) en la
dirección de avance de la cinta a fin de amplificar los fenómenos para su
correcta observación.
En la Figura 4 se observa el cambio de la
temperatura en el perfil conformado de cinta. La zona de mayor interés se
encuentra en las isotermas próximas a los 900 °C ya que es donde se produce la
solidificación del de fluido. La viscosidad observada en la Figura 5 queda
determinada por el modelo matemático propuesto (la dirección horizontal del
gráfico está comprimida en un factor 5 para favorecer la visualización de
temperaturas y viscosidades).
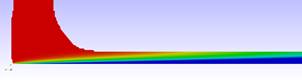
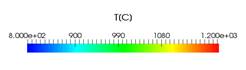
Figura 4. Representación
del perfil de temperaturas en el proceso de Melt Spinning para un espesor de
cinta obtenido de 40 µm.

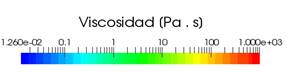
Figura 5. Representación
del perfil de viscosidades en el proceso de Melt Spinning para un espesor de
cinta obtenido de 40 µm.
Las Figuras 6 y 7 muestran los campos de
presión en la cinta, lo que pone en evidencia la capacidad del modelo de
representar el comportamiento de ambas fases. En este caso las imágenes se
encuentran en la escala original.
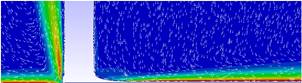
Figura 6. Representación
del perfil de velocidades en el proceso de Melt Spinning para una velocidad
tangencial de la rueda de 20 m/s el entorno del punto de eyección.

Figura 7. Representación
del perfil de presiones en el proceso de Melt Spinning para una velocidad
tangencial de la rueda de 20 m/s el entorno del punto de eyección.
DISCUSIÓN
Observando los valores de viscosidad de la Figura
5 se aprecia una zona de cambio de fase para temperaturas cercanas a los
950 °C. Que, de acuerdo con el modelo matemático propuesto es aproximadamente
82 kg m-1s-1, coincidentemente a lo reportado por otros
autores para el cambio de fase [8; 5]. El polinomio propuesto por los autores
de este trabajo presenta discrepancias respecto al modelo de Vogel-Fulcher-Tammann
en el rango de 887ºC a 1400ºC , y éstas aumentan fuera de dicha zona. Tanto las
discrepancias en el rango, como las que se encuentran fuera de éste, podrían
ser eliminadas si se introdujese en la aplicación directamente la ecuación (1)
propuesta por Vogel-Fulcher-Tammann. Esto será tratado en un futuro trabajo mediante la modificación
del código fuente del solver. No obstante a ello, y de acuerdo al perfil
de temperaturas obtenido por Wang et. al [8] y M. Bussmann et.al [13], se
observan similitudes entre la Figura 6 y la Figura 4, lo que valida tambien la metodologia
utilizada desde el punto de vista térmico.
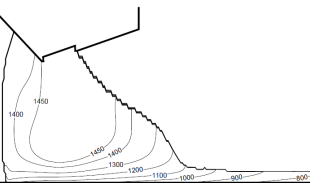
Figura 8. Perfil de
isotermas en la conformación la cinta de acuerdo a M. Bussmann et.al [13].
CONCLUSIONES
En el tratamiento del modelo podemos ver
que el perfil de las temperaturas está en el orden reportado en trabajos
anteriores [10]. En cuanto a los valores de viscosidad podemos apreciar en la
Figura 3 que el ajuste del polinomio seleccionado, resuelve razonablemente el
cambio de fase impuesto en el modelado. Por otro lado, luego de la introducción
del modelo térmico y viscoso como primera experimentación de simulación en
OpenFOAM®, se pueden
apreciar valores de temperatura y viscosidad acordes con los obtenidos por
otros autores [8; 10; 12; 13].
REFERENCIAS
[1] H. Liu, W. Chen, S. Qiu, G. Liu, "Numerical
simulation of initial development offluidflow and heat transfer in planar flow
casting," Metall. Mater.Trans. B vol. 40, no. 3, pp. 411–429, 2009.
[2] M. Barone, M. Pagnola, J. Useche,
"Simulación con OpenFOAM® del proceso de Melt Spinning, una introducción a
escala semi industrial," X Congreso Congreso Colombiano de Métodos
Numéricos. Simulación en Ciencias y Aplicaciones Industriales X CCMN 2015, pp.
23-25, UTB Cartagena, Colombia, Sep., 2015.
[3] D. Muraca, J. Silveyra,M. Pagnola, V. Cremaschi,
"Nanocrystals magnetic contribution to FINEMET-type soft magnetic
materials with Ge addition," Journal of Magnetism and magnetic
Materials, vol. 321, pp. 3640-3645, 2015.
[4] M. Pagnola,M. Malmoria,M. Baroneand H. Sirkin, "Analysis
of Fe78Si9B13 (%at.) ribbons of noncommercial scrap materials produced by melt
spinning equipment," Multidiscipline Modeling in Materialsand
Structures, vol. 10, no. 4, pp. 511-524, 2014.
[5]
Paul H. Steen, Christian Karcher,"Fluid mechanics of spin casting of
metals," School of Chemical Engineering, Cornell University, Ithaca, New
York 14853-5204 USA, Institute for Fluid Mechanics, Dresden University of
Technology, 01062 Dresden, Germany.Kurokawa et al. - US Patent, no. 5,908,068,
1999.
[6] M. Malmoria, M. Pagnola, M. Barone,
"Estudio Magnético de Cintas de FeSiB Obtenidas mediante Melt
Spinning," 13er Congreso Internacional en ciencia y Tecnología
en Ciencia y Tecnología de Metalurgia y Materiales, 2013. [En línea], Disponible
en: http://www.samconamet2013.misiones.gov.ar/
[7]
G-X Wang and E Matthys,
"Mathematical simulation of melt flow, heat transfer and non-equilibrium
solidification in planar flow casting," Modelling and simulation in
materials science and engineering, vol.10, no. 1, pp. 35–55, 2002.
[8]
M. Sowjanya, T. Kishen Kumar Reddy,"Cooling heel features and amorphous
ribbon formation duringplanar flow melt spinning process," M. Journal
of Materials Processing Technology, vol. 214, pp.1861–1870, 2014.
[9] M. Bussmann,J. Mostaghimi, D.W. Kirk, and J.W.
Graydon,"A Numerical Study of Steady Flow and Temperature Fields Within a
Melt Spinning Puddle". Disponible en:
http://lib-www.lanl.gov/la-pubs/00357001.pdf
[10] M.
Barone,A.Marrugo,M. Pagnola,J. Useche, "Cambio de fase en el
proceso de Melt Spinning: Análisis de capa limite y perfil térmico,”
Quinto Simposio Nacional en Mecánica de Materiales y Estructuras Continuas –
SMEC, 2016.
[11] M. Pagnola, M. Malmoria, M. Barone, "Biot number
behaviour in the Chill Block Melt Spinning (CBMS) process," Applied
Thermal Engineering, vol. 103, pp. 807–811, 2016.