Metodología para el
balanceo de rotores empleando un analizador de vibraciones
Methodology for
rotors balancing using a vibration analyzer
Heller
Sánchez-Acevedo1, Fabian R. Nova2,
Jhon A. Madrigal 3
1Grupo de Investigación en Energía y Medio Ambiente (Giema), Escuela de
Ingeniería Mecánica, Universidad Industrial de Santander, Colombia. Orcid: 0000-0003-0081-2212. Email: gsanche@uis.edu.co
Escuela de Ingeniería Mecánica, Universidad Industrial de Santander,
Colombia. Email: fabian_0930@hotmail.com
Escuela de Ingeniería Mecánica, Universidad
Industrial de Santander, Colombia. Email: jalexandermadrigal@gmail.com
Resumen
El presente trabajo se centra en el planteamiento
de una metodología para el balanceo de rotores. Para la consecución de este
objetivo se emplea un analizador de vibraciones, de referencia OROS 35, y sus
aplicaciones y acelerómetros. Los diferentes tipos de desbalanceo son revisados
y evaluados en este trabajo. La metodología es implementada y ejecutada de
forma experimental, en diferentes bancos de ensayos de vibraciones, con
diferentes configuraciones. De igual forma, la metodología fue usada con una
máquina industrial. Los resultados obtenidos fueron positivos. Estos fueron
comparados con la normatividad vigente.
Palabras clave:
desbalanceo; rotores; vibraciones de máquinas.
Abstract
The present work
focuses on the proposal of a methodology for rotors balancing. To achieve the
objective, the vibration analyzer, reference OROS 35 and its applications, are
used. The different types of unbalances are reviewed and evaluated at work. The
methodology is implemented and executed experimentally in different vibration
test benches, with different settings. In the same way, the methodology was
used with an industrial machine. The results obtained were positive. These
results were then compared with the current regulation.
Keywords: mechanical
vibration; rotors; unbalance.
Introducción
La alta competencia industrial y la
tecnificación de los procesos industriales han generado un creciente desarrollo
tecnológico enfocado en las prácticas de mantenimiento, principalmente en el
predictivo. En la maquinaria rotativa, el control sobre las fuerzas dinámicas,
principales generadores de las grandes amplitudes de vibración y, por tanto, de
los problemas de fatiga y desgaste, ha sido el foco de estudio de cara a evitar
la consumación de fallas catastróficas [1].
Los métodos empleados para el monitoreo y
establecimiento de la condición de la operación de las máquinas también se han
ido desarrollando, incluido el análisis de vibraciones mecánicas, consolidada
como una de las técnicas no destructivas más empleadas y versátiles [2][3][4][5].
Una de las fuentes más comunes de vibración en
máquinas rotativas es el desbalanceo [6][7]. Por lo tanto, el balanceo de máquinas y
equipos industriales, como turbinas y ventiladores, entre
otros, se considera fundamental en los procesos de fabricación y mantenimiento
industrial [8][9][10].
Actualmente existen diferentes técnicas
empleadas para reducir el desbalanceo en máquinas rotativas. Como el empleado
por Zhou y Shi [11] y Foiles [12], quienes han
postulado diversos métodos para balanceo de rotores, aplicando técnicas
holoespectrales [13], y métodos de
optimización con algoritmos genéticos para reducir las vibraciones del
desbalanceo [14]. Otros
desarrollos para balancear apuntan al empleo de instrumentos virtuales,
soportes del proceso, basados en el método de coeficientes de influencia [1], e incluso técnicas para balanceo de rotores
acoplados directamente a un motor de inducción utilizando la corriente residual
[15], o empleando el método modal [16]. También existe el balanceo en equipos de
alta precisión, sistemas en los que la más mínima fuerza centrífuga afecta de
forma importante su condición de operación, como es el caso de los satélites [17] y las herramientas de corte [18][19].
Es así como el presente trabajo se enfoca en
reportar el procedimiento para el balanceo dinámico de ejes, fundamentado en la
medida de vibraciones en los apoyos, empleando un analizador de señales y una
aplicación para realizar los cálculos respectivos. El procedimiento está
proyectado para ser aplicado en el sitio de operación del eje que se va a
balancear, y evitar el desmontaje del eje y el uso de una máquina balanceadora
dinámica.
Desbalanceo
El desbalanceo se puede definir como una
medida que cuantifica la distancia a la que se desplaza la línea central de
masa del rotor de la línea central de rotación [16]. La fuerza generada por el desbalanceo, la
fuerza centrífuga, se calcula en función de la masa de desbalanceo (m),
la excentricidad (r) y la velocidad de rotación ( ), según la ecuación (1).
), según la ecuación (1).
|

|
(1)
|
No obstante, hay que recordar que, en función
del tipo de rotor, su dinámica puede ser mucho más compleja, y el cálculo de
las aceleraciones también.
El desbalanceo se presenta de forma sincrónica
a la velocidad de rotación de la máquina, y su dirección es fundamentalmente
radial. Por lo tanto, en el espectro de vibraciones las amplitudes de vibración
asociadas a este fallo se registran en la componente 1X (primer armónico) [20].
Respecto de los tipos de desbalanceo, la norma
ISO 1925 los clasifica, según la distribución de masas desbalanceadoras, en
desbalanceo estático, cuando el eje principal de inercia es paralelo al eje de
rotación; desbalanceo por fuerzas par, cuando el eje principal de inercia
intercepta al eje de rotación en el centro de gravedad del rotor; desbalanceo
cuasiestático, cuando el eje principal de inercia intercepta al eje de rotación
en un punto distinto al centro de gravedad del rotor, y desbalanceo dinámico,
cuando el eje principal de inercia no intercepta al eje de rotación.
A partir de la geometría, la distribución de
masas y la velocidad de operación del rotor, el balanceo se puede realizar
corrigiendo en un plano (balanceo estático), y en dos o más planos (balanceo
dinámico) [1]. Dada la norma
ISO 5406, se obtienen los modelos para balanceo teniendo en cuenta la relación
entre el largo y el diámetro del rotor. En la figura 1, se exponen estos
modelos. En la norma ISO 1940 se establecen los
niveles máximos de desbalanceo permitidos para las diferentes aplicaciones
industriales.
Planteamiento del procedimiento
El procedimiento planteado inicia con la
configuración de la aplicación a través de la que, por una parte, se definen
todos los parámetros requeridos para la ejecución del balanceo y, por otra, los
cálculos y orientaciones para la realización del proceso correctivo. El
analizador empleado es un OROS 35 y sus aplicaciones correspondientes.
Configuración de la aplicación
Configuración inicial. Aquí se define el número de planos que se van a balancear, y por tanto
el tipo de balanceo que se va a realizar. Para esto, la información de la
figura 2 aclara gráficamente esa selección. De igual forma, este apartado
recomienda la posición de los sensores.
Posteriormente se procede a la configuración
de los sensores, a través de la información solicitada, tanto para los acelerómetros como para el tacómetro, evidenciado en la figura 3. Este proceso incluye la frecuencia de
muestreo.
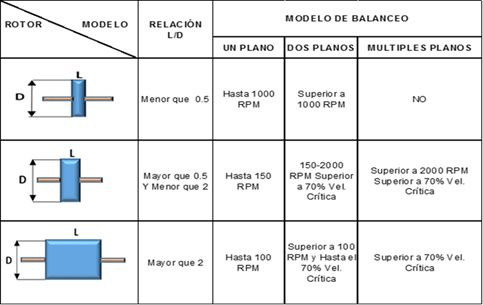
Figura 1. Modelos de balanceo.
Figura 2. Configuración y ubicación de planos y
acelerómetros que se van a trabajar.
Figura 3. (a) Configuración de acelerómetros y
frecuencia de muestreo, (b) configuración del tacómetro.
Configuración del rotor. Se ingresa la cantidad de planos, el número de las posiciones de las
masas, el radio desde el centro de rotación a las posiciones de las masas, las
unidades de acuerdo con el sistema internacional, o con el sistema inglés, la
masa del rotor (esta masa debe ser dividida en el número de apoyos del rotor),
la velocidad de rotación de los rotores, la calidad del balanceo y, por último,
la metodología de trabajo, ya sea agregando o retirando masas de prueba (véase
figura 4).
Pasos del proceso
El proceso está divido en tres grandes pasos, tal
como se aprecia en la figura 5. En términos generales, en primero lugar se
determina el estado inicial de balanceo del sistema, esto permite definir si se
requiere realizar el balanceo; en segundo lugar , se introducen, de forma
controlada, masas de desbalanceo, fundamentales para determinar tanto la masa
de desbalanceo como su posición; en tercer lugar, se realizan los aportes o
extracción de masa para balancear, según lo definido en el segundo paso, y por
último lugar, se determina si se cumple con los niveles permitidos de
desbalanceo, o si se hace necesario realizar nuevamente el proceso.
Evaluación final del resultado del balanceo
El objetivo de la prueba es disminuir el nivel
de excentricidad de desbalanceo, señalado con el vector azul de la figura 6. El
círculo concéntrico azul representa el desbalanceo residual admisible. Por
tanto, el vector de excentricidad después de un proceso de balanceo
satisfactorio debería quedar dentro de estos límites. La ventana mostrada en la
figura 6 es una herramienta intuitiva que permite evaluar el resultado del
proceso.
Finalmente, el proceso se valida con el
análisis de vibraciones, en el que se debe evidenciar la disminución de la
amplitud de vibración, en el espectro en frecuencias, del primer armónico (1X)
principalmente, y el cumplimiento de la norma.
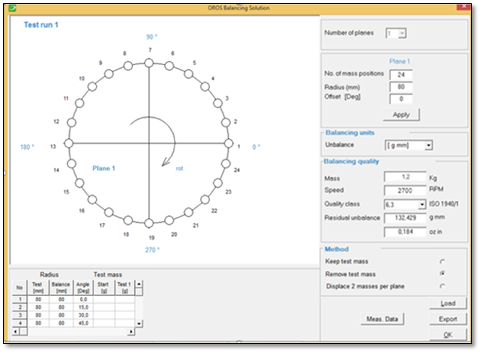
Figura 4. Configuración del rotor.
Figura 5. Metodología de trabajo en balanceo de
rotores.
Figura 6. Representación gráfica de la ejecución
del balanceo.
Validación experimental de la metodología
La validación de la metodología, empleando el
sistema de adquisición OROS 35 y sus aplicaciones, se realiza para las
diferentes opciones de balanceo descritas en el apartado 2. Los diferentes
casos estudiados se han reproducido en diferentes bancos de ensayos de
vibraciones mecánicas. De igual forma, se realizó la validación de la
metodología y las herramientas para balanceo en maquinaria tipo industrial. En
los análisis realizados se establece la condición de operación tanto para el
sistema desbalanceado, es decir, antes de aplicar el proceso de balanceo, como
para el instante posterior al proceso, con el objeto de evaluar su efectividad.
Caso I. Balanceo estático de un rotor con un disco
Para la reproducción de este caso su utilizó
el banco de ensayos que se muestra en la figura 7. Puesto que el banco de
ensayos esta acondicionado para el estudio y análisis vibratorios, su condición
operacional es óptima. Por lo tanto se le induce, de forma controlada, masas de
desbalanceo en el disco.
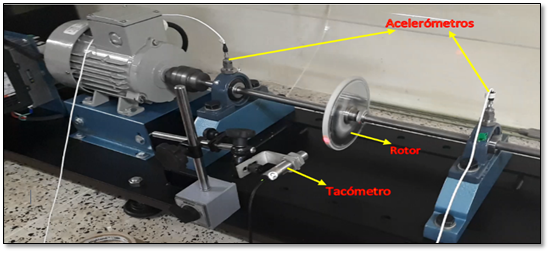
Figura 7. Banco de ensayos para el caso I.
Caso I “antes”
Una vez agregada la masa aleatoria, se realiza
el análisis de vibraciones para establecer la condición de operación del
sistema. Como es evidente, se deben registrar amplitudes de vibración asociadas
a problemas por desbalanceo.
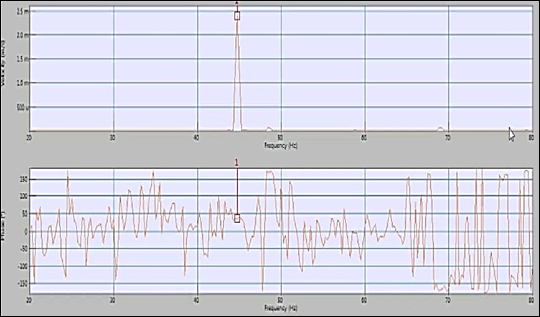
Figura 8. Espectro de frecuencia y ángulo de
desfase de la señal obtenida en los puntos de apoyo del caso I, antes del
balancearlo.
El espectro de frecuencia obtenido se muestra
en la figura 8, donde se evidencia un pico a una amplitud de 2.5 [mm/s] y una
frecuencia de 45 [Hz], correspondiente al armónico primario de vibración (1x),
dada la frecuencia de giro del rotor. Además de ello, el análisis de fase de
este espectro, mediante la comparación de las señales de los dos acelerómetros
ubicados en los dos soportes del eje, es aproximadamente igual a un desfase de
40°, lo que evidencia un desbalanceo estático en el rotor.
Caso I “después”
Al realizar el balanceo del banco de ensayos
del caso I, a partir de las señales obtenidas en los acelerómetros y el
desarrollo de la metodología previamente explicada, se obtuvo el espectro que se
muestra en la figura 9. Como se puede observar, la disminución del pico a 45
Hz es notable, ya que descendió hasta un valor de 1.8 [mm/s], y dada la norma
ISO 10816, que evalúa la vibración de una
máquina mediante medidas en partes no rotativas, el banco de ensayos está
dentro de las condiciones deseables de trabajo.
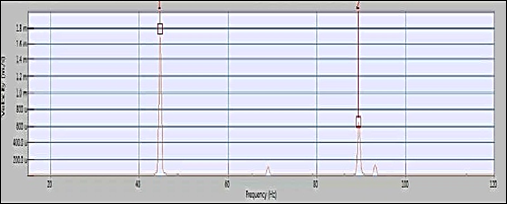
Figura 9. Espectro de frecuencia del caso I,
después del balanceo.
Caso II. Balanceo cuasiestático de un rotor con dos
discos
Para este caso se emplea un banco de ensayos
con dos discos y diferente topología del eje. El banco empleado se puede ver en
la figura 10.
Caso II “antes”
Al igual que en el caso I, se le indujo un
desbalanceo agregando masas a los dos discos. El espectro de frecuencia que se
obtuvo se muestra en la figura 11.
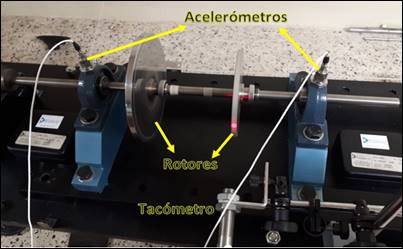
Figura 10. Banco de ensayos caso II.
Para este caso se varió la rotación del motor
a 30Hz. Esta frecuencia es el valor del armónico primario. Este espectro
evidencia un desbalanceo cuasiestático, dada la amplitud del pico a 30Hz, con
un valor de 4.3 [mm/s] y un desfase entre las señales de los acelerómetros de
aproximadamente 50°.
Figura 11. Espectro de frecuencia y ángulo de desfase
de la señal obtenida en los puntos de apoyo del caso II, antes del balancearlo.
Caso II “después
Una vez realizada la metodología de balanceo
se obtuvo el resultado de cada uno de los dos planos. Para el primer plano se
obtiene un resultado de desbalanceo de 59.900[g*mm], que se encuentra por
debajo del desbalanceo residual admisible, el cual es de 83.556[g*mm], según la
norma ISO 1940. Para el segundo plano se logra reducir el desbalanceo de un
valor de 1153.893[g*mm] a un valor de 110.799[g*mm], muy cercano al desbalanceo
residual admisible.
El espectro obtenido una vez realizado el
balanceo se muestra en la figura 12. Allí se evidencia la reducción del pico a
30 Hz, de 4.3 [mm/s] a 0.9 [mm/s]. El resultado es bueno en una evaluación de
estado funcional del banco de ensayos.
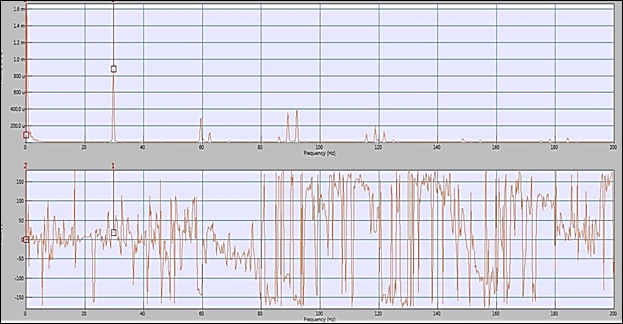
Figura 12. Espectro de frecuencia y ángulo de
desfase de la señal obtenida en los puntos de apoyo del caso II, después de
balancearlo.
Caso III. Balanceo dinámico de un rotor con 3 discos
Para la reproducción de este caso se utilizó
un banco de ensayos que se muestra en la figura 13.El banco consta de un eje
con 3 discos equidistantes acoplados, y dos soportes. La configuración del software
para este caso difiere de los anteriores, puesto que el objetivo, al balancear
el rotor con tres discos, es generar un balanceo en múltiples planos.
Comportamiento dinámico en rotores flexibles y su relación
en el balanceo
Es importante tener en cuenta que los rotores
flexibles tienden a flexionarse bajo la acción de las fuerzas dinámicas
producidas por el desbalance. Tal es el caso de los rotores de turbinas de
vapor y de gas. Esto hace imprescindible balancear los rotores flexibles en
múltiples planos, para lo cual es necesario que durante el balanceo el rotor
sea operado en condiciones similares a las del servicio, es decir, como mínimo
por encima de su primera velocidad crítica, debido a que, si los pesos de
balanceo no se colocan exactamente en las posiciones de balanceo, entonces se
generarán pares de fuerzas dinámicas que desbalancearán el rotor, una vez alcance
su velocidad de operación.
Para el presente caso existe una relación
entre la velocidad crítica y el número de planos requeridos para balancear.
Procedimiento previo al balanceo del caso III
El proceso descrito en el apartado 3.2 es
aplicado en plenitud para el balanceo. Este proceso requiere varias corridas
para lograr un óptimo resultado. Al igual que en los casos anteriores, se
registra la señal de vibraciones antes de aplicar la metodología, para
compararla con la medida de vibraciones posterior al balanceo. Es así como se
verifica la efectividad del proceso. El fallo se induce mediante masas
aleatorias roscadas en cada uno de los discos del banco mostrado en la figura
13.
En la figura 14, se observa una amplitud de 37
[mm/s] del pico 1X a una frecuencia de 40 Hz. Se evidencia un alto grado de
desbalanceo dadas las masas que se agregaron. Es importante resaltar que, en
este caso, el banco presenta desgaste de los rodamientos; por lo tanto las
señales de vibraciones están afectadas por este otro fallo, lo cual supone una
dificultad para tener en cuenta durante la aplicación de la metodología.
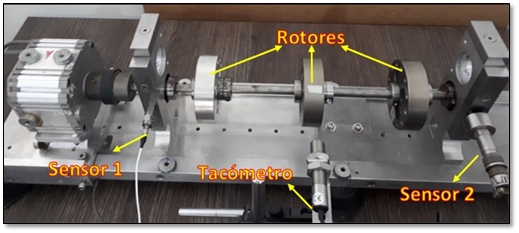
Figura 13. Banco de ensayos del caso III.
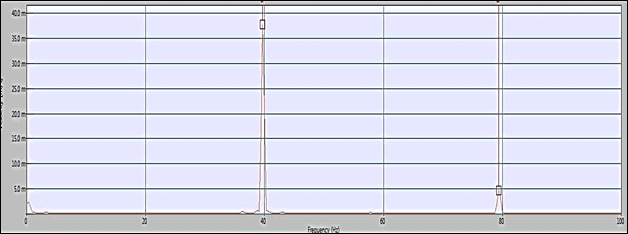
Figura 14. Espectro de frecuencia del caso III,
antes de ejecutar el balanceo dinámico.
Resultados del balanceo para el caso III
Una vez realizados los procedimientos
correspondientes al balanceo en múltiples planos, se obtiene la figura 15, que
evidencia la reducción del desbalanceo. La figura 16 permite evidenciar la
corrección del desbalanceo mediante una gráfica en coordenadas polares.
Finalmente, en la figura 17 se observa el
espectro en frecuencia después del balanceo. En esta se puede apreciar que la
amplitud del primer armónico se redujo de forma importante. No obstante, bajo
la norma ISO 10816, la máquina no está en condiciones de operar, porque su
amplitud excede los niveles permitidos. Esto está asociado a la condición de
desgaste de los rodamientos. A pesar de ello, se avala la metodología, ya que
el efecto del balanceo multiplano sobre la amplitud del primer armónico fue
importante.
Caso IV. Balanceo a una máquina de tipo industrial|
Para este caso se realizó el balanceo a una
máquina industrial, específicamente al rotor de un ventilador centrífugo que se
encuentra acoplado a un motor eléctrico mediante un sistema de transmisión de
potencia por banda (véase figura 18).
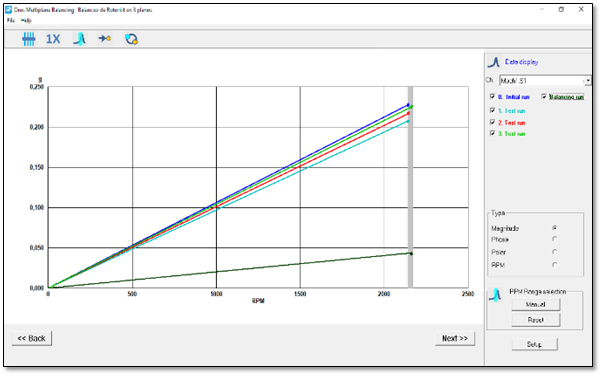
Figura 15. Gráfica lineal que representa la
reducción del desbalance en el caso III.
Figura 16. Gráfica polar que representa la
reducción del desbalance en el caso III.
Figura 17. Espectro de frecuencia y ángulo de
desfase de la señal obtenida en los puntos de apoyo del caso III, después de
balancearlo.

Figura 18. Banco máquina de tipo industrial para
el caso IV.
Características operacionales y de montaje del caso IV
El ventilador gira a una velocidad estable de 4360
[RPM], medida en la polea conducida. La figura 19 muestra la ubicación de los
acelerómetros en posición axial y radial, puesto que, a diferencia de los casos
anteriores, la medición axial es necesaria en este tipo de montaje, debido a
que el rotor se encuentra en voladizo.
Procedimiento de balanceo para máquinas industriales del
tipo del caso IV
En algunos casos, como la construcción de
turbinas hidráulicas, de vapor o de gas, las aspas del ventilador se fabrican por
separado y luego se sueldan, o insertan en ranuras en posiciones regularmente
espaciadas alrededor de la periferia de un cilindro. Debido a las
imperfecciones de fabricación, las cuchillas no son idénticas, y sus pesos, así
como las ubicaciones de sus centros de gravedad, pueden variar.
Un paso previo en equipos industriales es
marcar la locación de los puntos de prueba con una secuencia de puntos a
intervalos regulares alrededor del perímetro del rotor (véase figura 20).

Figura 19. Montaje del de acelerómetros para el
caso IV.

Figura 20. Ubicación de marcas en el rotor del
ventilador centrifugo para la adición de masas de balanceo.
Caso IV “antes”
La figura 21 reporta el espectro en frecuencia
antes de realizar los respectivos ajustes de balanceo. En ella, se identifica
un pico de vibración asociado al desbalanceo, con un amplitud de 11.73 [mm/s] a
la frecuencia de rotación, 72.5 [Hz].
Balanceo del rotor
Se procede a aplicar la metodología de
balanceo para un rotor en voladizo, configuración asociada al presente caso. En
la figura 22 se puede apreciar el valor actual de excentricidad, y los valores
de masas y sus posiciones para corregir ese fallo.
Otra información que proporciona la figura 22
es el pronóstico del balanceo (punto verde dentro del circulo azul) con las
masas de 1 [g] y el desbalanceo residual de 195,9 [g*mm.]. El valor de
desbalanceo residual permisible para este caso es de 13,798 [g*mm].
Resultados del balanceo del caso IV
Después de realizar la primera prueba de
balanceo se observa que el desbalanceo se redujo a 57.236 [g*mm]. No se logra ubicar
el desbalanceo por debajo del desbalanceo residual admisible, como se aprecia
en la figura 23. Se realiza nuevamente el proceso, se obtienen nuevas masas en
nuevas ubicaciones hasta concluir el proceso.
Se toma los espectros de frecuencia y, como se
observa en la figura 24, se obtuvo una reducción en el pico 1X hasta un
valor de 3.72 [mm/s] a 72.5 [Hz]. La reducción evaluada con la norma arroja un
resultado de condición aceptable de operación de la máquina.
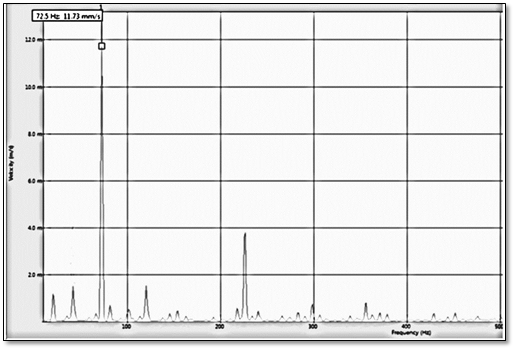
Figura 21. Espectro de frecuencia del caso IV,
antes del balanceo.
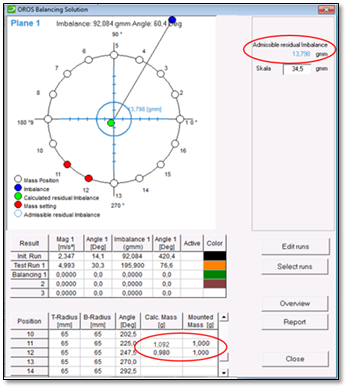
Figura 22. Ejecución del balanceo del rotor del
ventilador centrífugo.
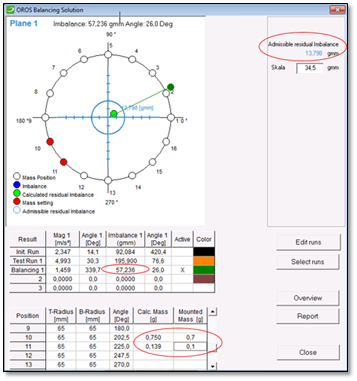
Figura 23. Resultados del balanceo residual para
el caso IV.
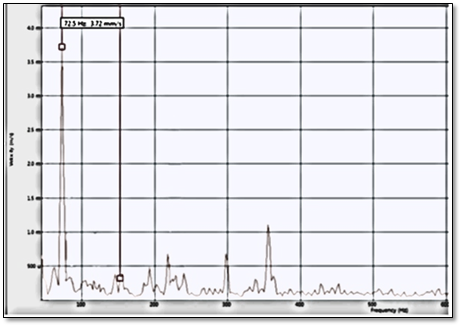
Figura 24. Espectro de frecuencia del caso IV,
después generar el balanceo.
Conclusiones
Se implentó una metodología para el balanceo
estático y dinámico de rotores, a través de un sistema de adquisición de
vibraciones (OROS 35) y una aplicación informática que permite la estimación y
la ubicación de la masa de balanceo.
La metodología ha sido validada de forma
experimental, empleando cuatro casos diferentes de estudio que comprenden el
balanceo estático, el balanceo dinámico en dos planos y el balanceo dinámico en
múltiples planos.
La validación de la metodología se ejecutó de
forma experimenal tanto en bancos de laboratorio para el estudio de vibraciones
mecánicas como en una máquina de tipo industrial.
Los resultados del proceso han sido satisfactorios
en todos los escenarios verificados. Estos resultados fueron contrastados con
respecto a la norma.
Bibliografía
[1] E. Estupiñán P., C. San Martín, and L.
Canales M., “Desarrollo de un instrumento virtual para el balanceamiento
dinámico de rotores,” Ingeniare Rev. Chil. Ing., vol. 14, 2, pp.
146–152, 2006.
[2] H. G. Sánchez A., “Modelo analítico para
el estudio de la torsión en rotores flexibles,” Rev. UIS Ing,. vol. 9,
no. 1, 2010.
[3] H. G. Sánchez Acevedo, J. Uscátegui, and
S. Gómez, “Metodología para la detección de fallas en una estructura entramada
metálica empleando las técnicas de análisis modal y PSO,” Rev. UIS Ing., vol.
16, no. 2, pp.43-50, 2017. DOI:
https://doi.org/10.18273/revuin.v16n2-2017004
[4] J. M. Pachón, O. A. González, and H. G.
Sánchez, “Detección de daños en una armadura unidimensional por medio del
algoritmo de optimización de la luciérnaga y elementos finitos,” Av. Investig.
en Ing., vol. 13, no. 1, pp. 1–7, 2017.
[5] H. G. Sanchez, D. M. C. Marulanda, and E. G. Florez,
“Application of Vibration Based Damage Identification Techniques on Metallic
Structures,” Adv. Mater. Res., vol. 875–877, pp. 875–879, 2014.
[6] M. Hutterer, G. Kalteis, and M. Schrödl, “Redundant unbalance
compensation of an active magnetic bearing system,” Mech. Syst. Signal
Process., vol. 94, pp. 267–278, 2017.
[7] R. Ambur and S. Rinderknecht, “Unbalance detection in
rotor systems with active bearings using self-sensing piezoelectric actuators,”
Mech. Syst. Signal Process., vol. 102, pp. 72–86, 2018.
[8] R. Ta, D. O. Bukowitz-kulka, and J. C. Ustiola-borjas,
“Equilibrado dinámico,” vol. 84, pp. 415–421, 2009.
[9] S. V Amiouny, J. J. Bartholdi III, and J. H. Vande
Vate, “Heuristics for Balancing Turbine Fans,” Oper. Res., vol. 48, no.
4, pp. 591–602, 2000.
[10] M. Jung and S. Jung, “Neural Network Control for the
Balancing Performance of a Single-Wheel Transportation Vehicle: Gyrocycle,” Adv.
Intell. Syst. Comput., vol. 274, pp. 877–885, 2014.
[11] S. Zhou and J. Shi, “Active balancing and vibration
control of rotating machinery: A survey,” Shock Vib. Dig., vol. 33, no.
5, pp. 361–371, 2001.
[12] W. C. Foiles, P. E. Allaire, and E. J. Gunter, “Review:
Rotor balancing,” Shock Vib., vol. 5, no. 5–6, pp. 325–336, 1998.
[13] S. Liu, “A modified low-speed balancing method for
flexible rotors based on holospectrum,” Mech. Syst. Signal Process.,
vol. 21, no. 1, pp. 348–364, 2007.
[14] A. Mohammadzadeh and A. Ghoddoosian, “Balancing of
flexible rotors with optimization methods,” Int. Rev. Mech. Eng., vol.
4, no. 7, pp. 917–923, 2010.
[15] L. Alberto et al., “An improvement of a
single-plane balancing method via residual current of a rotor directly coupled
to an induction motor,” Nov. Sci., vol. 8, no. 16, pp. 59–76, 2016.
[16] P. Diouf and W. Herbert, “Understanding rotor balance
for electric motors,” IEEE Conf. Rec. Annu. Pulp Pap. Ind. Tech. Conf.,
pp. 7–17, 2014.
[17] Q. Wang and F. Wang, “A new vibration mechanism of
balancing machine for satellite-borne spinning rotors,” Chinese J. Aeronaut.,
vol. 27, no. 5, pp. 1318–1326, 2014.
[18] A. G. Kol’tsov and D. S. Rechenko, “Dynamic rotary
balancing in metal-cutting machines,” Russ. Eng. Res., vol. 32, no. 2,
pp. 179–181, 2012.
[19] Š. Olejárová and T. Krenický, “Measuring the Size of
Vibrations on a Mill Using the Vibration Analysis,” Key Eng. Mater.,
vol. 756, pp. 119–126, 2017.
[20] M. M. Tahir, A. Hussain, S. Badshah, A. Q. Khan, and N.
Iqbal, “Classification of unbalance and misalignment faults in rotor using
multi-axis time domain features,” ICET 2016 - 2016 Int. Conf. Emerg.
Technol., 2017.